
How to Operate a Film Blowing Machine
Understanding the Fi
ABA layers blown film extrusion represents a significant advancement in packaging technology, particularly in the realm of barrier films. These films play a crucial role in preserving product integrity by preventing the permeation of gases, moisture, and other contaminants. As industries like food and pharmaceuticals increasingly turn to innovative packaging solutions, understanding the mechanisms and benefits of ABA layering becomes essential. This comprehensive guide will delve into how ABA coextruded films enhance barrier performance, the optimal polymers used in these films, and the critical extrusion process parameters that influence production outcomes. Additionally, we will explore the applications of ABA blown barrier films in various industries, current innovations in the field, and upcoming trends that shape their future.
ABA layers blown film extrusion is a specialized technique that involves producing multilayer films consisting of various polymers designed to optimize barrier properties. The unique aspect of ABA coextrusion lies in its ability to combine different materials, significantly enhancing performance compared to standard single-layer films. The ABA structure enables the formation of an inner, barrier, and outer layer, each contributing unique properties that collectively improve the film’s effectiveness against moisture and oxygen permeation.
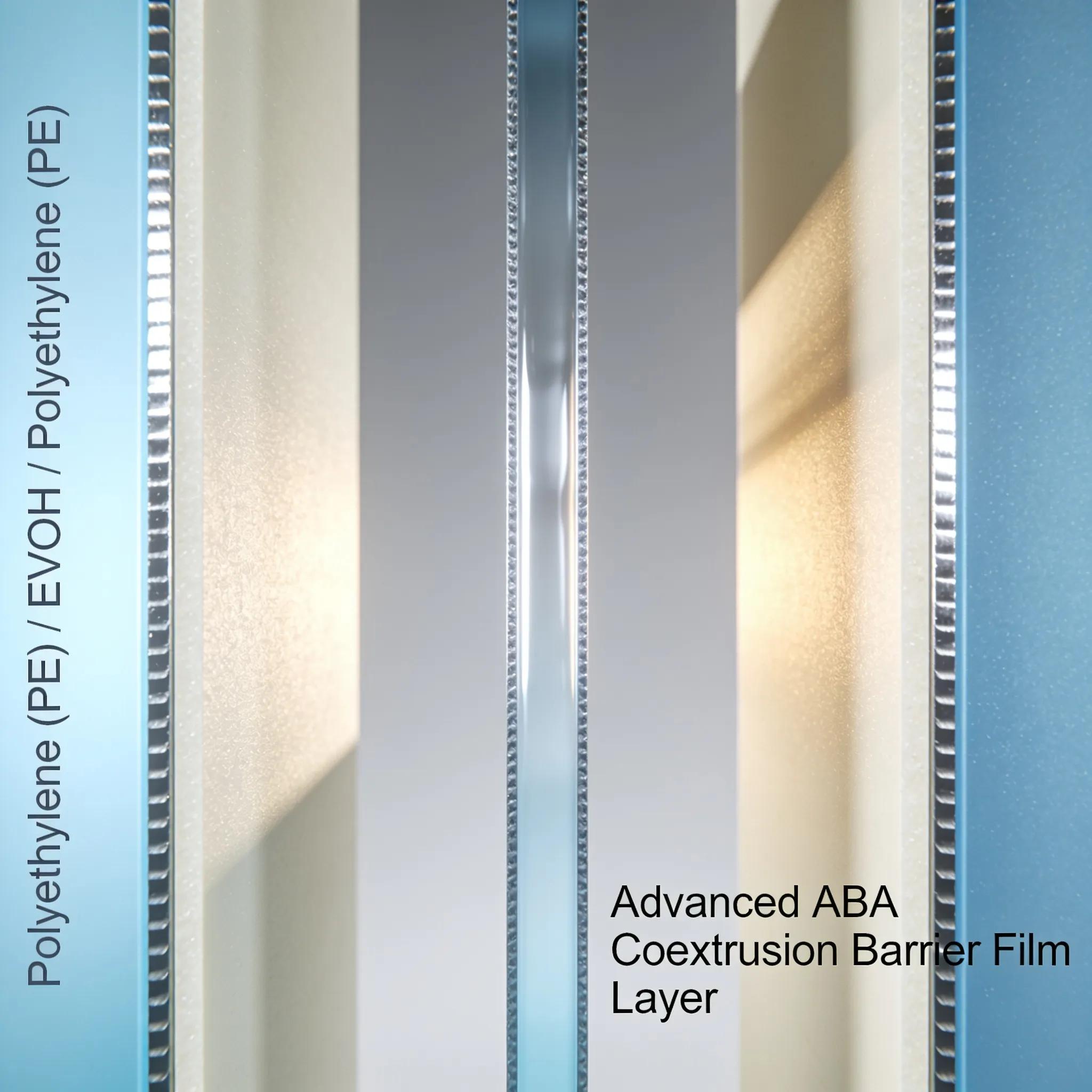
The ABA layering process utilizes a more complex method of film formation compared to traditional blown film extrusion. In traditional methods, a single polymer can be extruded to form the film. In contrast, ABA extrusion involves three distinct layers: two outer layers of polymer (typically polyethylene) and a middle layer consisting of a barrier material (such as ethylene vinyl alcohol, EVOH). This configuration allows for superior barrier performance and mechanical strength. The result is a film that provides enhanced protection against moisture and oxygen, extending the shelf life of packaged products.
Polymers play a critical role in determining the effectiveness of ABA barrier films. The two most common polymers used in these films include polyethylene (PE) and EVOH. PE serves as the outer layer, providing excellent mechanical properties and processability. The middle layer of EVOH is essential for its superior barrier properties against oxygen and moisture, making it an ideal choice for food and pharmaceutical packaging. By leveraging the unique attributes of each polymer, ABA films achieve optimal performance for a variety of applications.
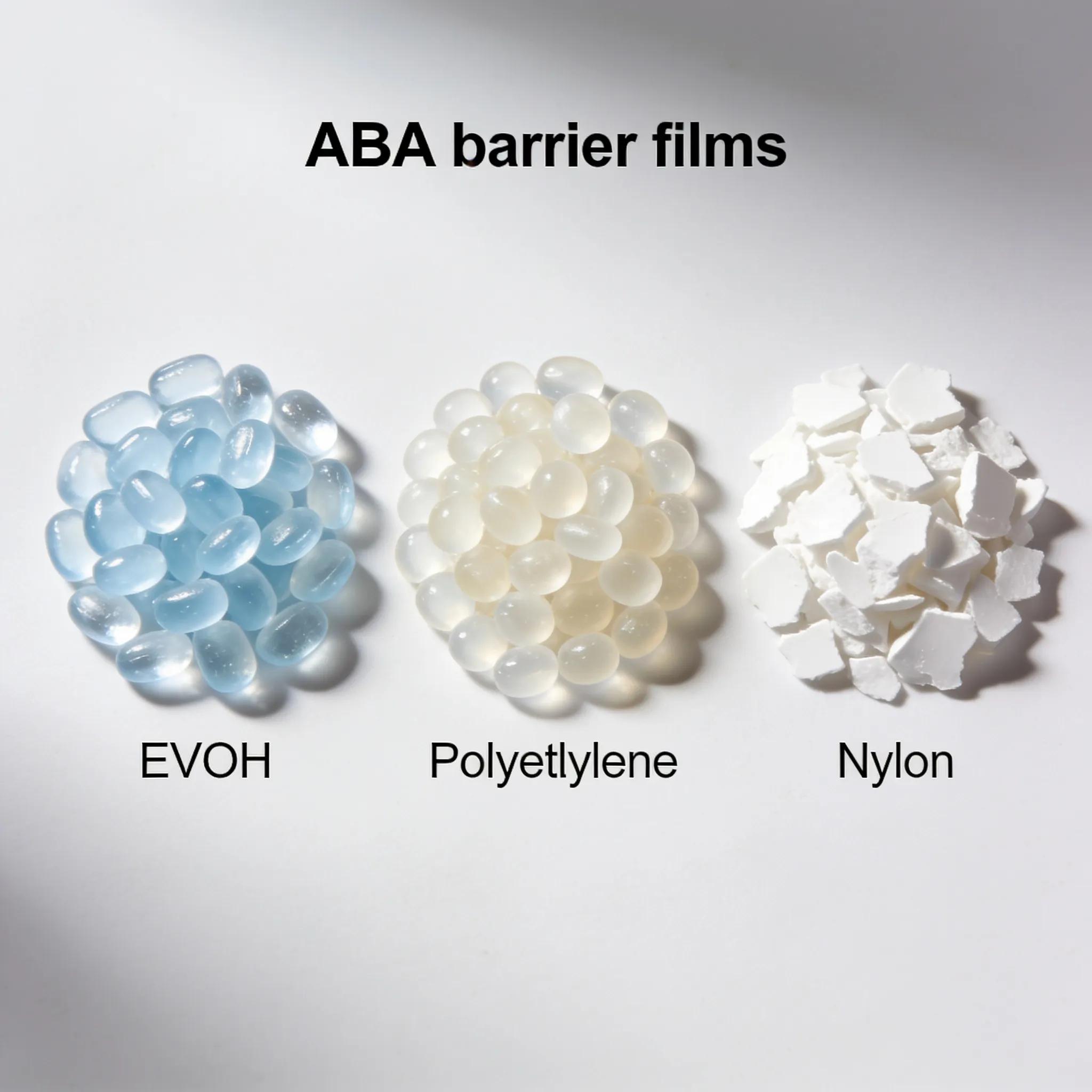
Different polymers are optimized to enhance the effectiveness of multilayer barrier films in ABA extrusion. The selected polymers must not only meet specific barrier performance metrics but also contribute to the desired mechanical and thermal properties of the final product.
EVOH, Polyethylene, and Nylon are key materials used in ABA barrier films.
These materials are crucial for ensuring that the films maintain their protective qualities while also being adaptable for various packaging needs.
The choice of polymer significantly affects the barrier performance metrics of ABA films. In general, the oxygen transmission rate (OTR) and moisture vapor transmission rate (MVTR) are crucial indicators of a film’s effectiveness. For example, films with a higher EVOH content generally exhibit a lower OTR, which is beneficial for preserving the freshness of food products. Conversely, polyethylene enhances the mechanical strength and sealability of the film, contributing to overall package integrity.

Several extrusion process parameters are critical to the successful production of ABA films. These parameters must be carefully controlled to achieve the desired film properties and quality.
Temperature and extrusion speed are essential factors influencing the uniformity of layered structures in ABA films. Higher processing temperatures can improve melt viscosity, facilitating better mixing of polymers, thus enhancing layer adhesion. Conversely, the extrusion speed plays a critical role in determining the film’s thickness and mechanical properties; slower speeds often allow for better stabilization of the extruded layers, resulting in a more uniform film.
Efficient ABA layering requires specialized extrusion equipment, typically featuring multiple extruders arranged to facilitate simultaneous layer fusion. Designs that optimize feed block configurations and die designs are crucial for ensuring homogeneous layer distribution and surface quality. These configurations ultimately contribute to a consistent and efficient production process for ABA films.
Evaluating the properties of ABA barrier films involves a series of standardized tests designed to measure their effectiveness in real-world applications.
Standardized tests such as ASTM D-3985 for oxygen transmission rate (OTR) and ASTM E-96 for moisture vapor transmission rate (MVTR) are widely used to evaluate the performance of barrier films. These tests are crucial in determining how well a film can protect its contents from environmental factors, thus ensuring product quality and longevity.
The thickness and layer composition of ABA films significantly influence their mechanical performance and thermal stability. Thicker films tend to offer improved barriers against permeation, while the specific combination of polymers in each layer can enhance the film’s resistance to thermal stress. A well-designed layer composition will enable the film to withstand various storage conditions while maintaining its barrier properties.
ABA blown barrier films find extensive application across diverse industries due to their superior protective qualities.
In the food industry, ABA films are essential for extending shelf life by minimizing the movement of oxygen and moisture. This capability is particularly important for perishable items like fruits and vegetables, where spoilage rates are high. In pharmaceuticals, barrier films protect sensitive medications from environmental humidity and oxygen, preserving efficacy and potency.
Multilayer barrier films address several critical industrial packaging challenges, such as preventing product spoilage, maintaining flavor integrity, and extending shelf life. These films offer solutions to issues related to environmental exposure, such as moisture ingress and oxygen permeability, which can compromise packaging integrity and product quality.
For applications in food and pharmaceuticals, the use of ABA barrier films ensures that products retain their flavor, aroma, and overall quality throughout their shelf life.
The field of ABA layers blown film extrusion is continually evolving, driven by innovations and a growing focus on sustainability.
Recent developments in bio-based and recyclable materials have led to the formulation of more environmentally friendly ABA films. Innovations include the use of biodegradable polymers in layers to enhance sustainability without compromising product quality. Companies are now exploring ways to implement circular economy practices in their film production processes, focusing on reducing waste and improving material recovery.
Lifecycle assessments provide valuable insights into the environmental impacts of materials used in ABA film production. By analyzing the entire lifecycle from production to end-of-life disposal, companies can identify opportunities to reduce their carbon footprint and improve overall sustainability. This understanding drives the selection of more eco-friendly materials and methods, positioning the ABA layers blown film industry as a leader in sustainable packaging solutions.
Understanding the Fi
Introduction to Mill

How to operate plast

Flexible packaging o